
OPVC管材的卓越性能
众所周知,塑料管道的抗腐蚀性能远优于传统管道。但是,塑料管道的机械性能相对处于弱势。至今应用量最大的两类塑料管:硬聚氯乙烯管(UPVC)和高密度聚乙烯(HDPE)管在机械性能上都是既有优点又有缺点。硬聚氯乙烯管强度和刚度比较高,但是其抗冲击抗开裂性能差;高密度聚乙烯管的柔韧性很好,但是强度比较低。能不能开发出强度很高、抗冲击抗开裂性能也很好,同时成本又比较低的塑料管昵?现在看来,塑料管业的这个愿望可以藉由取向聚氯乙烯管实现。取向聚氯乙烯管的基本原材料和硬聚氯乙烯管一样,只是通过分子取向工艺后,取向聚氯乙烯管才具有了非常显著和突出的性能:
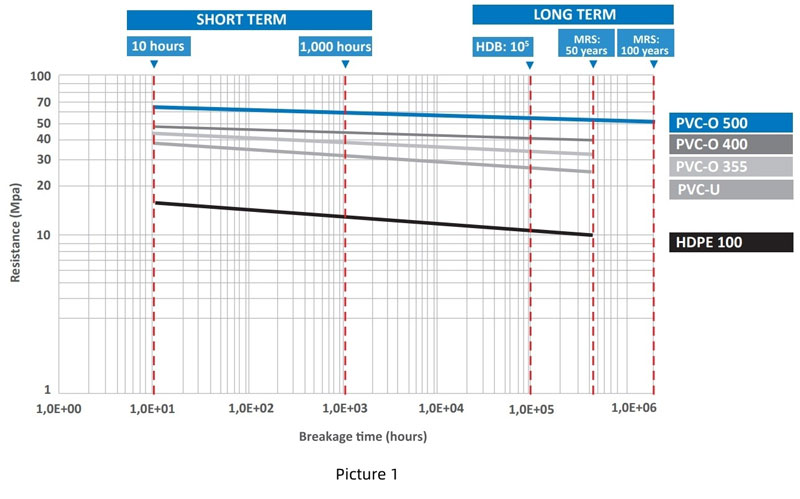
短期和长期静液压强度成倍提高
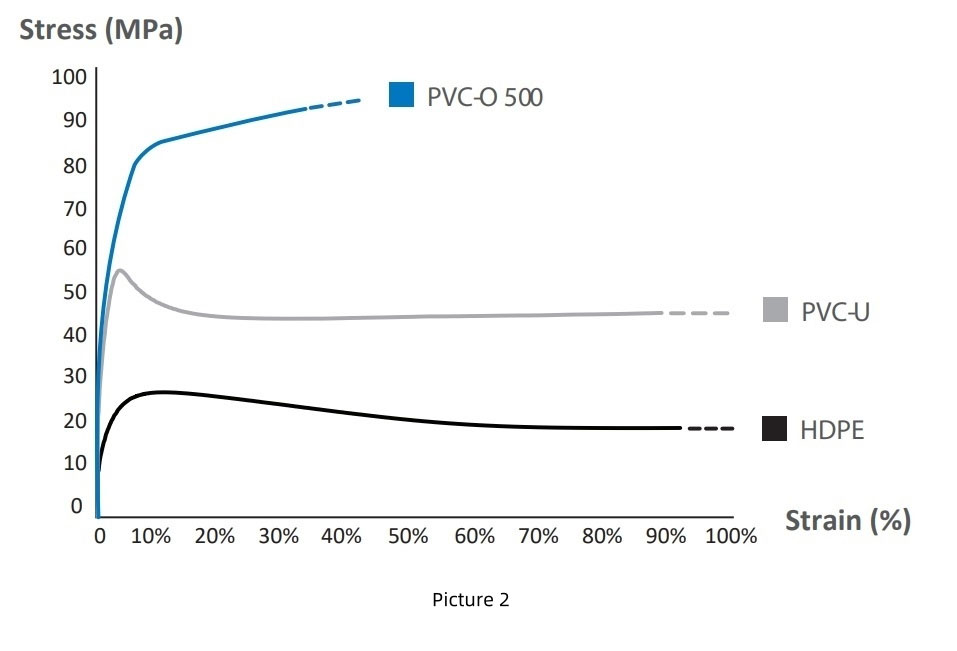
国际标准体系ISO 中,塑料管强度的最重要的性能指标是最小要求强度(MRS)。和硬聚氯乙烯管相比,取向聚氯乙烯管最小要求强度(MRS)大幅度增加,最高等级的可以增加一倍。和高密度聚乙烯管比,这一差值就更大了。图1比较了几种管材的长期静液压强度回归曲线。图2比较了几种管材的短期应力-应变曲线。
非凡的韧度
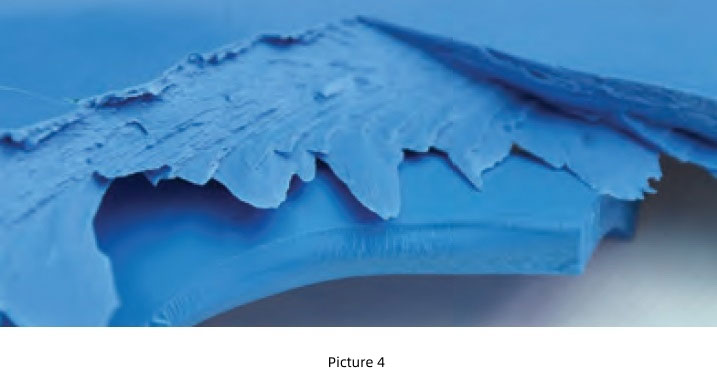
取向聚氯乙烯(PVC-O)管具有非常突出的韧度(抗开裂抗冲击性能)(图3), 因此被称为“打不破的管材”。这是因为经分子取向加工后,形成薄片分层结构(图4)。如果管材由于缺陷和点负载产生了径向裂纹,则分层结构会阻碍裂纹在管壁中通过。同时取向聚氯乙烯管具有非常良好的抗疲劳损坏性能,特别适用于预计有压力周期变化的场合。取向聚氯乙烯管材还具有非常良好的抗水锤性能。

两步加工法,又称离线(off-line)工艺或分批(In batch)工艺,其特点是将挤出厚料胚和双向拉伸取向分两步进行。取向是将挤出成型并已经冷却的PVC-U 管材段(厚料胚)放在模具内,通过加热和加压膨胀到要求尺寸来实现的。
一步加工法,又称在线(in-line)工艺。是在管材挤出生产线上,把已经挤出成型的PVC-U管材(厚料胚)连续地通过径向的扩张和轴向的拉伸实现双轴取向, 然后冷却定型成为PVC-O管材。
实践证明这两种制造方法各有优点或缺点,所以至今都在使用。
两步加工法开发较早,设备和工艺比较简单,可以达到较大的取向效果,产品性能优良,可生产的产品范围较宽。但是传统的两步加工法生产效率较低,耗费劳动和能源较多。以315mm管材为例,生产一根6米的管材需要1小时左右。
一步加工法是后来开发的,具有生产效率较高、耗费劳动和能源较少等优点。但缺点是设备或工艺比较复杂,且产品范围有一定限制。例如:WAVIN 公司生产的Apello压力到PN16,管材直径才到315mm;Vinidex 公司生产的Supermain压力到PN16,管材直径才到300mm。一步法在线生产时管坯出现壁厚变化时,无法在线测量和调整,因管坯壁厚出现偏差后,将会直接影响双向拉伸时管材的壁厚控制难度,壁厚偏差过大会影响管材圆周取向的均一性,这对管材的性能非常不利。早期对管坯的预热都是在热水中进行,管壁厚出现偏差时无法进行单点温度控制调整,同时使用热水预热安全风险和操作难度较大。
两步加工法与一步加工法的比较
设备工艺 | 取向效果 | 生产范围 | 生产效率 | 耗费劳动 | |
两步加工法 | 较简单 | 范围较大 | 范围较大 | 较低 | 较高 |
一步加工法 | 较复杂 | 范围较小 | 范围较小 | 较高 | 较低 |
西班牙Molecor公司在2007年7月开发出新的PVC-O两步加工法工艺 – 完全干法系统(“full dry systerm”),其特点是利用空气,而不是水,进行温度调节和膨胀拉伸取向。Molecor公司用这一新工艺生产PVC-O管材 (商品名为TOM PVC-O),并出售技术和设备。该公司已向很多国家销售了PVC-O管材生产于系统。完全干法系统是一种具有技术创新性的PVC-O两步加工法工艺,和过去的PVC-O两步加工法工艺比较起来,技术改进非常显著,在保持了两步加工法工艺优点的同时,基本克服了原有的缺点。主要表现为以下几方面:
1. 制造效率明显提高:制造效率比过去的两步加工法工艺提高了5-6倍。
2. 尺寸和压力范围更宽:可以生产直径90-1200mm的PVC-O管材。而过去用水进行温度调节和膨胀拉伸取向的PVC-O 管材,其直径最大只能达到12英寸(315mm)左右。
3. 取向效果更好:直径拉伸比可以超过2:1,能够制造最高等级的PVC-O管(500级,ISO 16422)。
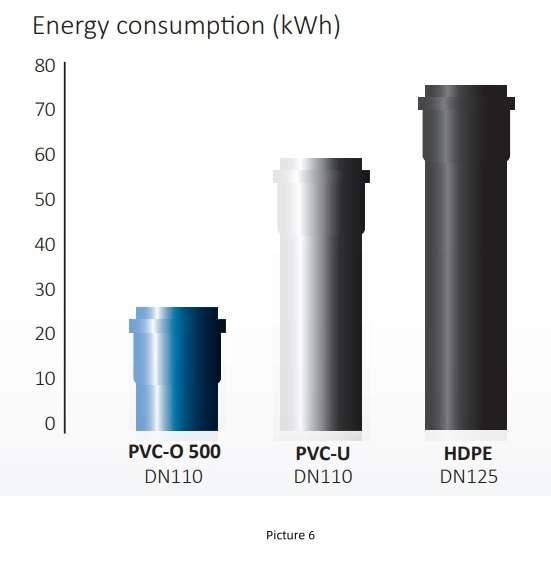
4. 能耗降低:和传统的两步加工法比较,能耗节约显著(报告介绍是92%)。
5. 减少占用场地:生产线紧凑,大到400mm 管材的取向占地仅为4×15米,因此可以和挤出料胚管的生产线协调连接。传统的两步加工法因为效率低,需要安排中间库存。
6. 劳动节约:系统全自动,操作也容易掌握。 现有的离线法(两步法)的优点是生产启动操作比较简单,管坯生产时可以实时测量控制壁厚,横向拉伸值可以取的更高,取向是可以同步制造出带R-R承插口(无需二次扩口)。在大口径(≥630mm)领域,两步法的优势就会凸显出来。缺点是生产时每根管材的两端作为工装加紧密封段,后必须切除两端无效管材(约5%左右)
取向聚氯乙烯管制造技术(一步法)的创新性突破
2010年Rollepaal在K展上推出Rblue设备用于生产PVC-O管材,在线过程是以空气为介质来扩张管材生产PVC-O管。此工艺生产的PVC-O管材速度非常之高,已经接近PVC-U的生产水平。因一步法生产大口径PVC-O管材时存在太多难题,所以到目前为止一步法生产的PVC-O管材的最大口径只达到630mm,最小口径为90mm。
现有的在线法(一步法)的优点是生产小管径(≤400mm)速度快,生产管材长度可以任意调整,可以在线生产带扩口的PVC-O管材和不带扩口的PVC-O管材(不需要调整设备)。除了开机时产生的废料,无原料损耗。缺点是目前一步法做到630口径时开机启动难度太大,包括在生产过程中对产品的尺寸控制非常困难,废品率比较高。
取向聚氯乙烯管的未来前景
由于之前PVC-O管材生产效率低,消耗大,使得管材成本居高不下,而且不能大面积生产。在这种情况下,PVC-O管材适用于耐压特别高、抗冲击性特别强的应用领域,如环境恶劣的矿山和工业场所。换句话说,PVC-O管的目标市场应该设定在PVC—U管、PVC-M管,以及HDPE管难以胜任的地方。
如今,PVC-O管材生产的难点已经被克服,已经完全具备了大规模生产和使用的条件。与其他种类的管材相比,PVC-O管材具有性能好、成本低、管材质量轻、搬运和铺设容易等优点:
材料强度高
最高等级下的PVC-O最小要求强度(MRS)达到50Mpa,PVC-U的最小要求强度达到25Mpa,PE100的最小要求强度是10Mpa。PVC-O的强度是PVC-U的2倍,是PE100的5倍。
成本低
由于PVC-O管材通过PVC-U管材进行双向取向而来,原料成本和密度与PVC-U基本一致。同时,PVC-O的最小要求强度(MRS)远远高于PVC-U,在相同管径,同等压力下,PVC-O管材厚度大大小于PVC-U和PE100,成本大大低于其他种类的塑料管材。
而且,相同管径、同等压力,仅管壁粗糙度不同的条件下,PVC-O管材输送流体量约比PE管材大34%,即可假设多输送约34%的水。而在输水量相等的条件下,与PE管材比较,PVC-O管材可选择更小的直径,成本进一步降低。
能耗低,碳排放少,环境友好
PVC-O相对于非聚合物管材具有明显的优势,不仅碳排放量远低于像球墨铸铁管这样的传统产品,还不存在腐蚀问题。PE比球墨铸铁管碳排放量低很多。PVC-O/PVC-U材料仅使用43%不可再生的石油燃料,而PE材料接近100%。PVC-U相比PE进一步减少碳排放。同时,生产相同公称外径的PVC-O管道使用材料比PVC-U更少,碳排放更一步减少。
优异的抗冲击性能
PVC-O比PVC-U具有更好的抗冲击性。特别是在较低温度下,传统PVC-U在5℃以下易脆,PVC-O则未显示出这个问题。在较低温度下,PVC-O的抗冲击性甚至高于正常工作条件(温度> 20ºC)下的PVC-U。
PVC-O与PE之间也有不同,“时间”是这种差异的一个至关重要的因素:如何“长期”抵抗裂纹扩展的影响。由于PVC-O具有层状结构,因此出现的裂纹几乎不能通过管壁扩展,能够阻止裂纹开裂。虽然市场上出现了一些“昂贵”的专门抗开裂的PE产品,但PE材料依然遭受慢速裂纹扩展的困扰。所以,PVC-O耐冲击性更高,对回填材料的要求更少。
质量轻,安装方便
由于PVC-O管材壁厚薄,质量比PVC-U管减轻超过50%,安装工人可以轻易搬运PVC-O管材,提高施工效率。同时,PVC-O的安装方法与PVC-U一致,可以通过扩口和胶圈密封连接,安装方便。
较低的抗弯曲性
PVC-U材料是较不易弯曲的。因为PVC-O壁厚薄,因此抗弯曲性较低。PE本身更加柔韧,但是其抗弯曲性较高,因为同等压力等级的PE管道需要更厚的壁厚。由于较低的抗弯曲性,PVC-O管材在弯曲≤15°时不必或完全不需要管材与配件连接时做简单的弯曲。
以上优点反映出PVC-O管材不仅可以在环境恶劣的场所进行使用,同时,也可以替代PVC-U管材,PE管材,球墨铸铁管等这样的传统产品在给水管网,农业灌溉,排水系统,工业管道等领域进行大面积使用。